
- Ev
- >
- Ürünler
- >
- Plastik Sandalye ve Masa Enjeksiyon Kalıbı
- >
- Gaz Destekli Enjeksiyonlu Hafif Örgü Plastik Yemek Sandalyesi



Gaz Destekli Enjeksiyonlu Hafif Örgü Plastik Yemek Sandalyesi
Marka :Focare
Ürünün menşei :Çin
Teslimat süresi :60 gün
arz kapasitesi :Yılda 500 kalıp
Gaz destekli enjeksiyon kalıplarının avantajları:
1. Hammaddeleri kaydedin, plastik kullanım oranını% 50'ye kadar artırın, kalıplama döngüsünü azaltın ve belirli performansı iyileştirin.
2. Kalıbın basıncını% 60 oranında azaltabilir, parçanın büyüklüğünü homojen hale getirebilir ve büzülmeyi ve deformasyonu iyileştirebilir.
3. Enjeksiyon sisteminin çalışma basıncını ve enjeksiyon makinesinin sıkma sistemini azaltın, böylece kalıp daha küçük makineler için uygun olur ve güç tüketimini azaltır.
4. Enjeksiyon kalıplama makinesi sistemi için gereksinimler nispeten basittir ve hammadde için özel bir gereklilik yoktur.
Gaz destekli enjeksiyon kalıplarının avantajları aşağıdaki gibidir:
1. Hammaddeleri kaydedin, plastik kullanım oranını% 50'ye kadar artırın, kalıplama döngüsünü azaltın ve belirli performansı iyileştirin.
2. Kalıbın basıncını% 60 oranında azaltabilir, parçanın büyüklüğünü homojen hale getirebilir ve büzülmeyi ve deformasyonu iyileştirebilir.
3. Enjeksiyon sisteminin çalışma basıncını ve enjeksiyon makinesinin sıkma sistemini azaltın, böylece kalıp daha küçük makineler için uygun olur ve güç tüketimini azaltır.
4. Enjeksiyon kalıplama makinesi sistemi için gereksinimler nispeten basittir ve hammadde için özel bir gereklilik yoktur.

Ancak, dezavantajları da vardır. Kalıp için gereksinimler yüksektir. Erken aşamada, giriş havasının uygulanabilirliği tekrar tekrar gösterilmelidir. Daha sonra üretim, sıradan enjeksiyon kalıplamadan daha karmaşıktır. Ayar personeli ilgili veri toplamaya dikkat etmelidir. Üretimde tekrar tekrar ayarlanır. Asal gazların karakteristiklerini kontrol edin.
1. Gaz destekli işlem özellikleri
(1). Gaz penetrasyonunun proses parametreleri üzerindeki etkisi göz önünde bulundurulmalıdır. Gaz destekli kalıbın birincil nüfuzu esas olarak oyuktaki plastik eriyik hacminin oranına bağlıdır ve akışkanlar mekaniği yasalarına tabidir. İkincil penetrasyon daha kalın yerlerde meydana gelir ve her yöne genişler. Proses parametrelerinin gaz penetrasyonunun gücü üzerindeki etkisi esas olarak gaz penetrasyon uzunluğuna ve hava yolu yüzey katmanının plastik kalınlığına yansır. Genel olarak, daha yüksek gaz enjeksiyon basınçları, daha yüksek erime sıcaklıkları, daha düşük erime viskozitesi ve daha kısa anahtarlama gecikme süreleri, daha kısa penetrasyon uzunlukları ve daha ince hava yolu duvar kalınlıkları ile sonuçlanır.
(2). Kalıbı doldururken düşük basınçlı gaz kullanılması önerilir. Basınç muhafaza edildiğinde, basınç büzülme için dengelenir. Bunun nedeni, eriyiğin gaza temas ettiği sınır tabakasında bir miktar gazın çözünmesidir. Plastik tutulduktan sonra plastik tamamen katılaşmazsa, basınç düşer. Bu gazlar hava yolunun iç yüzeyinde hava kabarcıklarına neden olacak şekilde şişecektir. Doldurma sırasında gaz basıncı arttıkça, eriyiğin sınır tabakasında daha fazla gaz çözülür ve basınç tutulduktan sonra gaz genleşme etkisi artar.
(3). Aşırı türbülanstan kaçınmak ve hava yolunun iç yüzeyinde gaz genişlemesine neden olmak için özen gösterilmelidir.
(4). Enjeksiyonu önlemek için çaba sarf edilmelidir, zira püskürtme işlemi sırasında eriyik üst üste gelecek ve serbest yüzey soğutma yapacak ve bu tür homojen olmayan bir eriyikte birinci üst üste girdiğinde gaz eriyik yüzeyinden üfleyecektir. Kalıplama hatasına neden olur. Boşluğu ters yerçekimi yönünde doldurmak ve püskürtmeyi önlemek için ürünün en ince kısmını doldurmaya başlamak mümkündür.
(5). Gaz enjeksiyonunun eriyik enjeksiyonunun bitiminden önce başlamadığı anahtarlama zamanında, erime akış hızında büyük bir değişiklik yapılmasını önleyin, çünkü bu değişiklik histerez hattına ve ürün yüzeyinde parlaklık değişmesine neden olur.
(6). Miktar ve malzeme doğruluğu: Gerçek gaz destekli işlemin özü, gaz destekli işlemin etkisini ve kararlılığını etkileyebilecek olan malzeme miktarı, malzeme miktarı ve enjeksiyonlu kalıplama makinesinin doğruluğudur. Bunun nedeni şudur: kalıp boşluğu plastikle doldurulduğunda, gazın plastik içinde bir boşluk oluşturması zordur. Sadece malzeme eksikliği durumunda, hava boşluğunun konumu kalır. Gaz boşluğa enjekte edildiğinde, önceden ayarlanmış plastik, boşluğun tamamı iç gazın genişlemesi ile doldurulur. Bu nedenle, malzeme miktarı doğrudan gaz destekli işlemin kalıplama etkisiyle ilgilidir ve plastik makinenin doğruluğunun hatası, gaz destekli işlemin kararlılığı ile ilgilidir. Gaz destekli enjeksiyonlu kalıplama, tüm plastiğin boşluğa enjekte edilmesini sağlamaz.

2. Gaz destekli işlem ayar yöntemi
Gaz destekli işlem ayarlandığında, aşağıdaki sıraya göre ayar yapmanız önerilir:
(1) Gaz enjeksiyonu yoksa, önce ürünü doldurun ve plastiğin akış durumunu ve kalıbın durumunu gözlemleyin;
(2) Malzeme miktarını kademeli olarak azaltın, malzeme eksik olduğunda her geçit akışının dağılım ortalamasını gözlemleyin ve kalıbın akış simetrisini sağlamaya çalışın;
(3) Genel gaz destekli işlem genellikle iki aşamalı veya üç aşamalı gaz enjeksiyonunu kullanır. İnce cidarlı kısım basıncı, 2500-4000 psi'lik yüksek basınçlı gaz enjeksiyonu için uygundur ve kalın cidarlı veya çubuk şeklindeki ürün, 1000-2500 psi'lik düşük basınçlı gaz enjeksiyonu için uygundur.
(4) Malzeme kıtlığı yaklaşık% 90'a ulaştığında, gaz enjeksiyonu başlar. Üründe hala bir miktar büzülme varsa, ürün dolana kadar malzeme miktarını uygun şekilde azaltmanız ve ardından malzeme miktarını tam durumuna eklemeniz önerilir.
(5) Gaz basıncını uygun şekilde ayarlayın ve gaz tutma süresi ve başlama gecikmesi uygun bir durumda.
(6) Meme giriş modunda, dışarı atmak için geri koltuğu kullandığınızdan emin olun.
(7) Hava giriş modunda, hava iğnesi çıkışının engellenmemesine dikkat etmek önemlidir. Egzoz düz değilse, zamanla temizlenmesi gerekir.
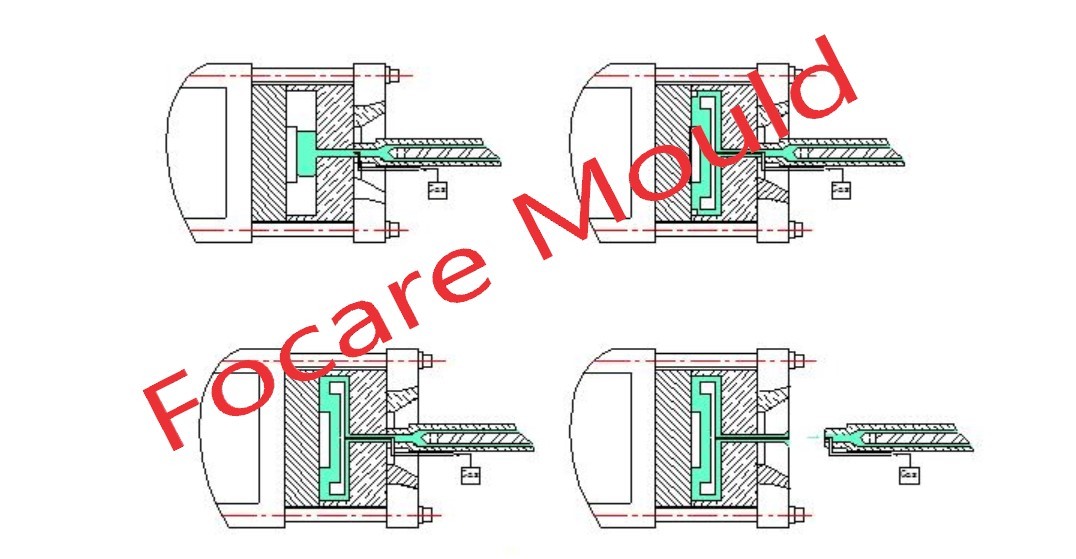
3. Gaz destekli enjeksiyon kalıplama işlemi dört faza ayrılabilir:
Gaz destekli enjeksiyon kalıplamanın ilk aşaması: plastik enjeksiyon. Eriyik boşluğa girer ve daha ince bir katılaşmış tabaka oluşturmak için daha düşük sıcaklıkta bir kalıp çeperi ile karşılaşır.
Gaz destekli enjeksiyon kalıplama ikinci aşama: gaz olayı. İnert gaz erimiş plastiğe girerek, katılaşmamış plastiği henüz doldurulmamış boşluğa iter.
Gaz destekli enjeksiyon kalıplamanın üçüncü aşaması: gaz enjeksiyonunun sona ermesi. Gaz, eriyik tüm boşluğu dolduruncaya kadar plastik eriyik akışını itmeye devam eder.
Gaz destekli enjeksiyon kalıplamanın dördüncü aşaması: gaz tutma basıncı. Basınç altında, hava geçişindeki gaz eriyiği sıkıştırır ve parçanın görünümünü sağlamak için beslenir.










